
深圳市雙菱特智能設備有限公司創建于1996年,是一家集設計、生産、銷售、服務于一體的專業印刷設備制造商,并自創品牌SUNLIT經過多年的經營,已經成長爲頗具規模的現代化企業,我們秉承着“質量成就品牌,誠信鑄就未來”的企業文化及誠信服務爲客戶提供全程服務。
公司專業生産平面絲印機、曲面絲印機、移印機、遠紅外線設備、UV幹燥設備、制版設備、并接受非标印刷設備定做等,擁有完整、科學的質量管理體系,公司擁有大量先進、專業的生産設備和檢測儀器,産品零部件采用先進數控機床加工,現代化的制造車床設備,産品暢銷國内市場,出口多個國家和地區。歡迎各界朋友莅臨指導、參觀和業務洽談。

深圳市雙菱特智能設備有限公司專業生産平面絲印機、曲面絲印機、移印機、遠紅外線設備、UV幹燥設備、制版設備、并接受非标印刷設備定做等,擁有完整、科學的質量管理體系,公司擁有大量先進、專業的生産設備和檢測儀器,産品零部件采用先進數控機床加工,現代化的制造車床設備,産品暢銷國内市場,出口多個國家和地區。公司宗旨:通過提供專業優質高效的印刷設備與優質地售後服務,讓客戶擁有具備競争力的産品,協助客戶在國内外市場上取得競争優勢和成功。我們以爲客戶提供全方位、一體化的營銷服務爲己任,希望通過與客戶的密切合作,成爲客戶開拓市場的長期戰略合作夥伴。

雙菱特絲印設備印機設備采用世界知名品牌的電、氣件。
産品均經過既定程序生産,保證産品标準統一性及穩定性。

雙菱特絲印設備廠家擁有自己的商标,曾被評爲“十大競争力品牌“,
産品成功銷往東南亞、中東、南美等世界各地。

雙菱特絲印設備售後不僅是設備的維修與維護,還包含工藝技術的全力潛心支援。專業絲印機技術人員定期或不定期跟蹤走訪用戶設備使用情況。設計定做專用産品絲網印刷機械及輔助設備。
雙菱特自創品牌SUNLIT經過多年的經營,成長爲頗具規模的現代化企業,
我們秉承着“質量成就品牌,誠信鑄就未來”的企業文化及誠信服務爲客戶提供全程服務。









絲網印刷被稱爲萬能印刷,應用廣泛,具有很大發展潛力與發展空間。目前網印機械的産品品種已有40多個,如氣動、半自動、3/4自動、全自動、單色和多色、平面和曲面機等。從機型上看,國産網印機除蚌合式外,四柱升降、彈台式網印機的生産廠一家愈來愈多,八色全自動平面絲網印刷機的生産,填補了我國該機型的空白。網印制版設備基本配套,手動、氣動、自動繃網機,各種規格型号的烘于機,各種光源和不同規格的曬版機等,基本能滿足國内網印市場的需求。網印油墨、感光膠、絲網正向着多品種、高質量發展。國産大幅面2m x4m的網印機、大型投影曬版機已經配套,受到諸多廣告公司的歡迎。然而,就此現狀來講,從設備到材料,從制版工藝到印刷以及印後加工均處于相對落後的狀态,沒有形成規模化、現代化。 絲網印刷機的發展方向将從手動小型設備向多色全自動、聯動、輪轉等配套完善的絲網印刷機發展,随着數字式印刷的發展和普及,絲網印刷工藝及設備、技術和工藝将會不斷地創新,逐步取代落後的絲網印刷工藝及設備,從而赢得更廣闊的市場。 總之,印刷機的發展将是機、光、電、液、氣一體化,應用數字技術、網絡技術、計算機技術、光纖傳導及其他現代科學技術,向着多色、高速、全自動的印刷機方向發展。印刷機的制造商們将通過優化結構、增加功能、開發和使川環保耗材等各種手段,不斷地追求更快的印刷速度、更高的白動化程度、更簡單的操作、更方便的調整與設置,更注重環保的新型印刷機,從而在提高印刷品的質量,降低廢品率,縮短輔助時間,降低勞動強度及環境保護等方而取得更大的進步。 印刷機的另一個發展趨勢是印刷系統化和組合形式,即從單一印刷機制造拓展到印刷系統的集成開發。印刷機制造商正在從單一印刷設備生産發展到開發完成印刷解決方案的一體化設備。以往,印前、印刷、印後有着嚴格的劃分,印刷機制造商需要完成的隻是生産單一的印刷機。随着數字化、網絡化的發展及印刷市場對印刷解決方案的需求,印前、印刷與印後加工設備已開始有機地結合到一起,形成可以完成印刷解決方案的印刷系統。這樣可以較好地解決各班次的印刷質量不同等傳統印刷所遇到的問題,通過一體化的...
查看詳細>>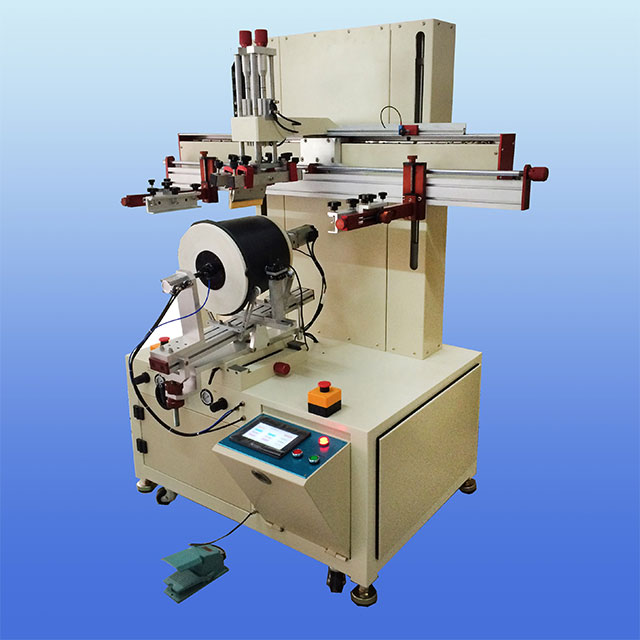
印刷機從傳統的印刷機械設備到現代自動化程度高、印刷速度快、性能穩定的新型印刷機,作爲機械連接的重要部分-接線端子起到了極其重要的作用。它爲印刷機械的線路設計和運用起到了至關重要的作用。如上海聯捷電氣的PCB接線端子就經常應用到印刷機械行業。接線端子就是用于實現電氣連接的一種配件産品,工業上劃分爲連接器的範疇。 随着工業自動化程度越來越高和工業控制要求越來越嚴格、精确,接線端子的用量逐漸上漲。随着電子行業的發展,接線端子的使用範圍越來越多,而且種類也越來越多。 印刷機是印刷文字和圖像的機器。現代印刷機一般由裝版、塗墨、壓印、輸紙(包括折疊)等機構組成。 世界印刷機械自20世紀80年代以來取得了較大的發展。20多年來,印刷機械的發展經曆了三個階段。 第一階段是20世紀80年代初至90年代初期,這一階段是膠印印刷工藝發展的鼎盛時期.這一時期的單張紙膠印機最大印刷速度爲10000印/小時。一台四色印刷機印刷前的預調整準備時間一般爲2小時左右。印刷機自動控制主要集中于自動結紙、自動收紙、自動清洗、墨色的自動檢測及墨量自動調節以及套準遙控等方面。這一時期除了單色、雙色機外,每個單張紙膠印機制造廠商幾乎都還具有四色機的制造能力,多數制造商都能夠制造紙張翻轉機構,進行雙面印刷。 第二階段是20世紀90年代初至20世紀末。進入20世紀90年代,以單張紙膠印機爲标志,國際上印刷機械設計制造水平向前邁進了一大步。與第一階段的機型相比,新一代機型的速度進一步提高,由10000印/小時提高到15000印/小時,印前預調整時間也由第一階段的2小時左右大大縮短爲15分鍾左右。機器的自動化水平和生産效率也大大提高。 進入21世紀以來印刷機械迎來第三個發展階段。目前,單張紙膠印機的某些機型可以達到17000—18000印/小時,但制造廠商并不極力追求印刷機最大印刷速度的提高,而是通過信息技術的應用,進一步縮短印前準備時間和更換活件的時間追求更高生産效率。 上海聯捷電氣有限公司具有國際先進的模具設計和制造技術 ,擁有龐大的從産品開發、模具的設計開發和産品生産以及質量保證體系的隊伍。産品有框式壓線端子、闆式壓線端子、彈簧式端子及...
查看詳細>>印刷行業早就進入了微利行業,再加上如今大力倡導綠色印刷和環保印刷,在印刷成本方面,更是雪上加霜。那麽印刷成本在那些方面可以節流開源呢,環球印刷設備網爲你總結了以下16個小技巧,讓你輕柔應對。 我們先來讨論一下紙張的問題,你知道紙張占到了一個印刷活件三分之一甚至是一半的成本嗎?合理地選擇紙張以及了解紙張尺寸對活件的意義對你來說至關重要。下面就讓我們開始學習吧…… 1、堅持使用尺寸是8-1/2 x 11英寸的整數倍的紙張,這是一個标準的尺寸,如果偏離了這個尺寸,你就需要爲活件支付更多的費用。 2、使用印刷廠裏原本就有的紙張。印刷廠通常會在自己的工廠裏儲存集中幾種常用的紙張,而選擇他們已有的紙張就會爲你節約大量的時間和成本。 3、減輕紙張的克重。紙張越重就意味着價格越高。 4、縮小裁切尺寸——即便隻縮小1/4英寸,都有可能對某些活件的總成本産生重大印象。在拿不準的時候可以向你的印刷廠進行咨詢。 5、合并活件。通過提前規劃,你可以在同一個紙張上印刷多個活件。 6、隻印刷自己需要的東西,減少浪費。 7、選擇數字印刷。數字印刷能準确地印刷出你想要的數量——哪怕隻有一份。當今的大多數印刷廠都擁有數字印刷設備或者與另外一家能進行數字印刷的企業有合作關系。 8、減少頁數。 9、把所有能在網上傳遞的信息轉移到網絡上。 10、避免出血。如果你想保留出血,印刷廠都要先把油墨印到整個頁面上,然後再把印好的邊緣部分裁切掉,這樣一來就會花掉更多的成本。 11、換一種質量稍低的紙張。 12、向印刷廠要一張用比你想要的等級更低的紙張印刷的樣張,并對它們的印刷效果進行比較。 13、如果你用1号紙來代替頂級紙,那麽大概能節約12%的成本;如果用2号紙來代替頂級紙,那就能節約24%的成本。 14、了解價格的拐點,你買的紙張越多,得到的價格就應該越便宜。 15、不要過于挑剔,先向印刷廠了解一下他們正在使用哪種紙張。如果你也選擇這種紙張,就可以節約大量的作業準備時間,從而實現成本的節約。 16、要知道打開的折疊紙箱也會浪費你的成本。如果你需要使用一種特殊的紙張,即便印刷數量非常少,那印刷廠也得爲...
絲印機在印刷過程種總是會存在着各種故障問題,如手動、半自動全部不動作,電源燈亮。印刷座左移後即不動作等等,我們必須熟悉這些故障的起因,并将問題解決,使之印刷流程順利進行,文中總結11種絲印機常見的故障和解決辦法。 第一種故障現象:半自動時未踩腳踏開關而立即動作。 此類故障原因多半是腳踏開關損壞或腳踏開關插座進水導緻短路造成,另一個是手動起動按鈕開關有問題。修複方法是更換新的開關、插座、按鈕開關或拆開維修相關損壞件。(本信息由杭州濤興印刷設備有限公司提供) 第二種故障現象:半自動工作時踩腳踏開關滑座下降,放開後又上升。 這種現象一般是橫滑座左側接近開關損壞或斷了連線,解決方法是更換接近開關或接通開關連線。 第三種故障現象:半自動工作時踩腳踏開關立滑座下降,印刷座左移後即不動作。 這種故障發生原因有橫滑座左側接近開關未感應到或有問題。解決方法是調整好左側接近開關感應點或更換好的接近開關;還有腳踏開關内微動開關卡住不動作,也會引起此故障。解決方法是将腳踏開關内的微動開關調整、修複或更換新的微動開關。 第四種故障現象:半自動工作時踩腳踏開關,滑座下降左移後上升但不右移。這種現象的發生是立滑座左上方接近開關未感應到或接近開關有問題,解決方法是調整上方接近開關感應或更好的接近開關。 第五種故障現象:動作切換後上升動作慢半拍。此類故障是控制電磁閥有異物阻塞或電磁閥有故障,解決辦法是拆除磁閥清理或更換好的電磁閥。 第六種故障現象:手動、半自動全部不動作,電源燈亮。此類故障原因有低壓側保險絲燒斷,無氣源進入,電磁閥全部都有故障。解決方法是換低壓側保險絲,檢查壓力是否達到4-7kg/cm,電磁閥全部故障很小,多半是連線斷。 第七種故障現象:自動、半自啓動不下降。此類故障發生是橫滑座右側接近開關有故障或未感應到、選擇開關故障、單動開關連鎖點損壞。解決方法是調整接近開關感應或更換右側接近開關,更換或修複選擇開關及單動開關。 第八種故障現象:自動無法啓動,此類故障是上、下氣缸的微支開關常閉,接點無法導通或計時器損壞,解決方法是修複微動開關,或更換好計時器...
網點龜紋是兩色以上網點印時排列不均所引起的密度分布不勻所緻。這種不勻的分布介于網點完全重和完全并列之間。顯然,重網點的密度小于并列網點的密度。如果密度差太大且交替地成規律出現,就出現了龜紋。 由于絲印的絲網編織結構也是和網點一樣呈規律排列,這樣就有絲網與菲林之間産生龜紋的可能性。加之絲印的印刷控制方面較膠印的可變因素更多些,因此階調絲網印刷的龜紋控制也就更具複雜性。老網印工作者劉玉盛老師精通彩色階調和絲網印刷工藝,并在彩色階調四色加網工藝上頗有研究。近來,應廣大網友要求,作爲慧聰絲印特印網特聘專家,劉玉盛老師特别将他在制版方面的寶貴經驗以“龜紋産生原因及消除方法”爲主題整理成文,交付給慧聰絲印特印網在2009年《大全》中刊登。 絲網印刷和平印、鉛印一樣,采用網點來再現原稿的階調。Y、M、C、K各色版網點印時相互幹涉,會出現各種的幹涉花紋、花紋随網點角度差的大小的變化而變化。在45°夾角内會出現全部的花紋樣式,且在90°範圍内重複。正常的花紋均勻密緻,看起來舒适,具有正常的階階調再現性能。不正常的花紋,網點按特定的規律堆聚、疏散、紋樣粗大,色彩深淺不勻,看起來不舒服,破壞了網點再現色彩的性能,是印刷的大忌,因此,如何消除龜紋成爲所有絲網印刷從業者必須要掌握的經驗。劉玉盛老師從他自身的經驗入手,分析套印龜紋和絲網龜紋産生原因,套印龜紋主要是由兩個以上空間周期相差較小的圖文重疊時相互幹涉的結果;而絲網龜紋則是受到網布經緯絲的幹擾而産生。 了解不同龜紋産生原因,通過如何正确選擇原稿加網線數與絲網目數匹配、正确制版技術、加網角度選擇、工藝正确操作等六大方面,細緻入微地分析如何消除龜紋,文章理論聯系實際,有大量實際數據做爲說明,相信一定可以使讀者很直觀地了解龜紋以及很快掌握龜紋消除的辦法。 爲了更好地幫助業内人士提高絲網印刷工藝,慧聰絲印特印網特别在09《大全》“技術文章”專欄開辟了“網印制版工藝”專題,旨在從印前工藝入手,引導業内人士關注印前,做好确保高品質網印品的首要步驟。
(1)拉紙毛。主要原因是油墨粘性太大或紙張強度差。排除方法是适量加入墨撤粘劑,降低油墨粘性,采用表面強度高的紙張,降低印刷機的速度。 (2)印品顔色變淺。主要原因是油墨的觸變性太大,粘度太小。排除方法是加人流動性大的新墨或加入粘度較大的樹脂調墨油。 (3)油墨粉化掉色。主要原因是油墨中連接料不足、粘度太小,幹燥太慢、抗水性太差。紙張吸墨性太強,潤版液或紙的酸性太大。排除方法是加快油墨幹燥速度,适量地在油墨中加入紅燥油,降低潤版液的酸性,減少給水量。 (4)粘連。主要原因是噴粉量太小,紙堆堆得太高,油墨固化太慢。排除方法是加大噴粉量,減少成品堆積厚度,選擇快固油量,或在油墨中補充聚乙烯蠟。 (5)幹燥過慢。主要原因是油墨中幹燥劑不足,紙張或潤版液酸性太強。排除方法是在油墨中加入适量的幹燥劑,調整潤版液的PH值。 (6)飛墨。主要原因是墨層太厚、粘度過小或墨輥安裝不合理。排除方法是使用較好的稠一些的油墨,減少用墨量,檢查墨輥安裝是否合理排除靜電,提高室内溫度。 (7)糊版。主要原因是油墨比重過大、粉質含量過高、顆粒粗、粘度過小、抗水性較差,墨輥和印版墨層太厚,紙張脫粉。排除方法是提高油墨粘度或加入新的厚質油墨進行調節或更換紙張。 (8)堆橡皮。主要原因是油墨抗水性太差、粘性較小、連接料不足、轉移不好,或紙張脫粉。排除法是調整油墨的比重加入着色力較高的油墨,提高油墨的抗水性或更換較好的紙張。 (9)堆墨輥。主要原因是油墨的抗水性不好、粘度過大,潤版液的給水量過大。排除方法是加入新墨,減少潤版液的給水量或在潤版液中加入異丙醇來提高潤濕性,增加揮發性。 (10)油髒。主要原因是油墨的抗水性太差、粘度不夠、油性太強。排除方法是提高油墨粘度,加入少量的号外油,改用快幹型亮光油墨,在油墨中加入少量的輕質碳酸鎂降低油性,或盡量不用色澱性顔料油墨。 (11)髒版。主要原因是油墨太軟、粘度較小、抗水性太差,潤版液中酸和阿拉伯膠不足,水膠不幹淨。排除方法是換用彈性較好的油墨,在潤版液中加入适量的阿拉伯樹脂膠,提高潤版液的酸性,加入适量的異丙醇,徹底清洗濕版輥。
什麽是絲印機的總體布局?生産員工必須了解的一個常見知識,懂得絲印機的總體布局才能進行生産加工。那麽到底什麽是絲印機的總體布局呢?其實絲印機的總體布局就是根據印刷工藝的要求,對設備中各個部件的工作順序和位置進行布局的方案。 絲印機的總體布局是設計印刷機的第一步,要繪制絲印機的布局方案圖,即絲印機的印刷、輸墨、潤濕、輸紙和收紙部件的布局方案。不同類型的絲印機的布局方案主要區别在于印刷部件。因此,在确定總體布局時首先确定絲印機印刷部件,尤其是滾筒排列形式。 單張紙絲印機主要的部件有傳動、輸紙、輸墨、潤濕、定位、印刷、傳紙和收紙部件,布局方案是根據絲印機紙張運動過程和印刷順序進行安排的;卷筒紙絲印機主要的部件有傳動、輸紙、輸墨、潤濕、印刷和折頁部件,布局方案是根據紙卷運動路線和印刷、折頁等工序進行安排的。 單面多色絲印機的印刷部件可以用串聯幾個單色印刷部件的方法來實現,也可把幾個雙滾筒印刷部件聯結起來或采用所謂衛星式的滾筒排列;雙面多色膠印機則用四滾筒和六滾筒的印刷部件。由于絲印機與其他印刷機相比增加了潤濕部件,絲印機印刷時應先給印版着水,後給印版着墨。因此,潤濕裝置應放在印版滾筒先與潤濕裝置接觸再與輸墨裝置接觸的某個位置上。 雙菱機械公司專業生産絲印機,自動化印刷設備。公司擁有專業和創新性強的研發和制造團隊、先進的生産設備和專利技術,可謂客戶提供通用型的機械設計生産和一戰式配套耗材應用服務,也可提供快捷、先進、個性化的非标自動化設備的設計制造和解決方案。集研發、生産、銷售于一體的印刷設備生産商。
如何處理平闆打印機不正常打印故障 平闆打印機的強大功能表現在哪裏?平闆打印機它無需制版,可以直接在電腦上設計好需要打印機的圖案或文字,再連接到平闆打印機就可以實現打印,操作方便。隻要掌握了基本操作就可以駕馭的平闆打印機。 但也正因爲其操作簡單,導緻許多企業在操作平闆打印機的過程中,忽略了一些平闆打印機的其他知識,比如一些常見的打印故障。當平闆打印機出現不正确的打印時你知道怎麽處理嗎? 其實平闆打印機技術發展到現在,已經很人性化了,隻要懂得平闆打印機的打印程序這個問題就很好處理了。當出現打印不正确的情況時,首先你要去了解是否是因爲生成的輸出程序不正确導緻不能打印。可以通過其他程序打印文檔的方法去測試,在記事本或寫字闆中輸入一些文字,然後按下打印,如果不能打印測試文檔,說明你說使用的程序出現錯誤,你可以重新安裝程序。不過有時需要重新安裝打印機驅動程序。而且噴繪機的驅動程序可能被損壞,從而引發無法打印文檔的錯誤。我們可以重新安裝合适的驅動程序,然後再打印。在“打印機”窗口,右鍵單擊打印機圖标,再單擊“删除設備”。如果系統提示“删除這台打印機的專用文件”,要注意請單擊“是”按鈕;然後在“設備和打印機”窗口,雙擊“添加打印機”圖标,接着打開“添加打印機向導”,最後單擊“下一步”按鈕,然後執行屏幕指令。這個時候你就可以成功使用了。 其實處理平闆打印機不能正确打印的處理方法就像電腦出現系統故障那樣,隻要重新設定程序就可以正常打印了。
 熱門關鍵詞:
熱門關鍵詞: